 官方博客
官方博客








上海底特精密紧固件股份有限公司
地址:上海市青浦区久业路89号
电话:021-60570389
传真:021-60570388
邮编:201799
E-mail:info@shanghaidite.com


1、 施必牢丝锥外形尺寸与普通丝锥相同,即将普通丝锥取下换装施必牢丝锥即可使用。施必牢丝锥外形尺寸执行GB/T 3464.1-2007 《机用和手用丝锥 第1部分:通用柄机用和手用丝锥》。为了方便外形尺寸查询,表3中列出了外形尺寸。
2、施必牢螺纹是有方向性的,因此,施必牢丝锥按攻入方向不同分为两种:BT丝锥和TT丝锥。
a、BT丝锥是最常用的,攻丝时其攻制螺纹的方向与装配时螺栓旋入螺孔的方向相同。因此,攻制盲孔施必牢螺纹时只能选用BT丝锥。在加工通孔施必牢螺纹时我们也推荐使用BT丝锥。BT丝锥在丝锥杆部作有“BT”标志。
b、TT丝锥攻制螺纹的方向与装配时螺栓旋入螺孔的方向相反。其仅用于因特殊原因需与螺栓旋入方向相反的方向攻制螺纹的加工,见图5。TT丝锥在丝锥杆部作有“TT”标志。
3、攻制通孔施必牢螺纹时,因为丝锥可以从任何一端攻入,而错误的攻入方向将造成施必牢螺纹防松功能丧失,因此,为了将正确的攻入方向要求传递至加工现场,应在零件图和工艺文件上注明“丝锥攻入方向”,必要时还需在零件上作有方向标识。示例见图6
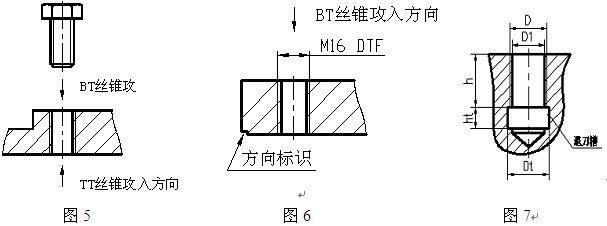
4、盲孔攻丝
⑴ 攻盲孔时,在加工条件许可的情况下,最好在底孔底
部设退刀槽,(见图7)要求退刀槽直径Dt≥D+0.5mm。
无退刀槽也可攻丝,但会影响丝锥寿命。
⑵ 无论有无退刀槽, ht>4×P为最佳。
⑶ 如果螺纹孔较深,h>2XD,且ht较小时,可采用多次退刀排屑后再攻入的方法攻螺纹。
⑷ 攻盲孔时,手动攻丝最好在丝锥上作出深度记号,机攻时,调整好设备,以免顶断丝锥。
⑸ 盲孔攻丝完毕后,清理底部遗留切屑。
5、施必牢螺纹底孔
施必牢底孔直径与普通螺纹底孔不同,具体直径见表3
6、施必牢螺纹在图纸上的标注
施必牢螺纹在图纸上标注形式为在螺纹规格后面加注“DTF”,见图6。
7、攻丝切削速度和冷却